
4.10.1 Gelaste verbindingen
De methode van het verbinden van kunststof profielen tot een VKG-gevelelement gebeurt meestal door middel van lassen op daartoe speciaal ontwikkelde machines.
De gezaagde profielen worden tegen een zogenoemde lasspiegel gedrukt, die in zeer korte tijd, aan de te lassen vlakken een temperatuur geeft van 230 à 250° C. Na het automatisch verwijderen van de spiegel worden de aan elkaar te lassen profielen in plastische toestand onder druk aan elkaar verbonden.
Bij gelaste verbindingen maken we onderscheid tussen volledig gelaste verbindingen en gedeeltelijk gelaste verbindingen. Bij volledig gelaste verbindingen is de afwerking van de lasril zichtbaar (zie de figuren 4b t/m 4c). In NPR7058 zijn richtlijnen voor het lassen vastgelegd. De afwerking van de ontstane lasril kan op diverse wijzen geschieden.
Figuur 4b: Kunststof knijplas

In een zogenoemde knijplasmachine wordt vlak boven het profieloppervlak de las sterk ingeknepen. Het deel van de lasril boven deze insnoering kan nu eenvoudig worden afgestoken. Er blijft dan een kleine lasril van 0,1 à 0,2 mm op het materiaal achter.
Figuur 4c: Kunststof gegroefde las

Kan machinaal een groefje worden aangebracht, nadat eerst de lasril tot ± 2 mm is samengeknepen. De groef mag niet dieper zijn dan 0,5 mm.
Figuur 4d: Kunststof afgestoken las

De lasril wordt mechanisch aan de bovenzijde begrensd tot ± 0,5 mm. Hierna wordt deze lasril afgestoken tot circa 0,5 mm boven het profieloppervlak.
Figuur 4e: Kunststof gepolijste las

De las kan worden geslepen en daarna worden gepolijst. Er ontstaat dan een glad oppervlak.
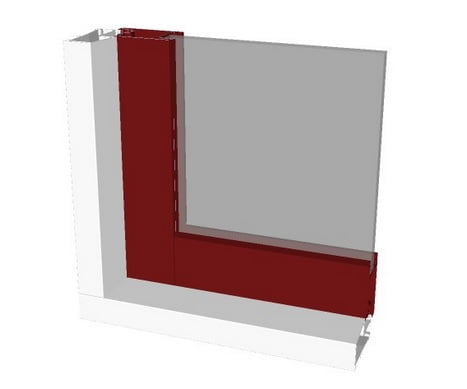
Bij gedeeltelijk gelaste verbindingen is bij het kozijn een horizontale naad zichtbaar en bij een raam een verticale naad (zie figuur 4f).
Figuur 4f: Gedeeltelijk gelaste verbinding
De sterkte van een lasverbinding is afhankelijk van onder andere de wanddikte en profielvorm. De profielfabrikanten verstrekken aan de VKG-gevelelementenfabrikanten van elk te lassen hoofdprofiel de minimumhoeksterkte-waarden voor de gelaste hoeken.
De sterkte van de afgewerkte lassen van de profielen moet voldoen aan EN 514.
Als waarde voor de minimum breukspanning is 35 N/mm2 gekozen.
Figuur 4g: Principe van lasbeproeving
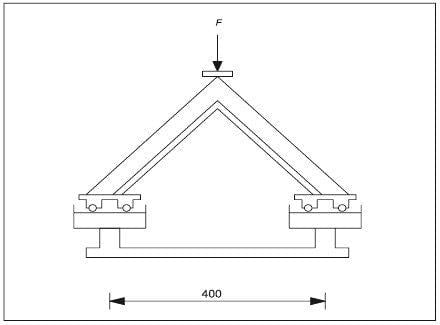
De beproeving van de lassen behoort te worden uitgevoerd op een beproevingsapparaat waarvan het principe in figuur 5f is aangegeven. De druksnelheid dient ± 50 mm/minuut te bedragen. Dit geldt voor zowel de VKG-gevelelementenfabrikant als de systeemleverancier. De beproevingen moeten worden uitgevoerd bij een temperatuur van 23 ± 5°C conform EN 514.